渗透检测主要的应用是检查金属(钢、铝合金、镁合金、铜合金、耐热合金等)和非金属(塑料、陶瓷等)工件的表面开口缺陷,例如表面裂纹等。
工业产品在制造和运行过程中,可能在表面产生宽度零点几微米的表面裂纹, 断裂力学研究表明,在恶劣的工作条件下,这些微细裂纹都会是导致设备破坏的裂纹源。
一、按照不同特征,可将渗透检测分为多种不同的方法:
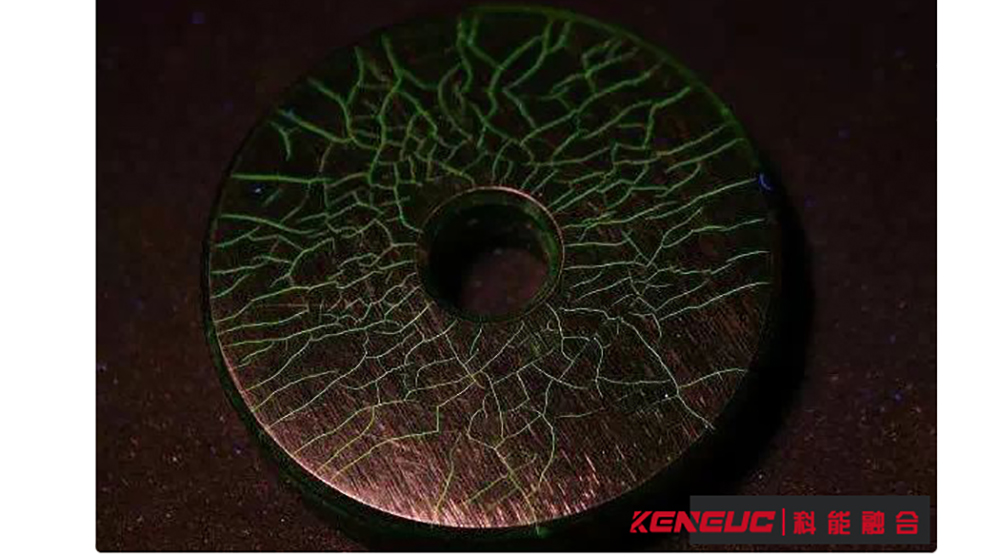
按显示材料,分为荧光法(Fluorescent)和非荧光法(Non-Fluorescent)。前者称为“荧光渗透检测”,后者称为“着色渗透检测”。典型的荧光渗透检测缺陷示意图。(图片来源于网络)
肉眼无法察觉的微裂纹,经荧光渗透检,在紫外线灯的照射下,黄绿色荧光格外醒目,如下图所示:
二、渗透检测原理
渗透检测,本质上是利用液体的表面能。当液体和固体界面接触时会出现以下三种现象,θ称为接触角。如下图所示:
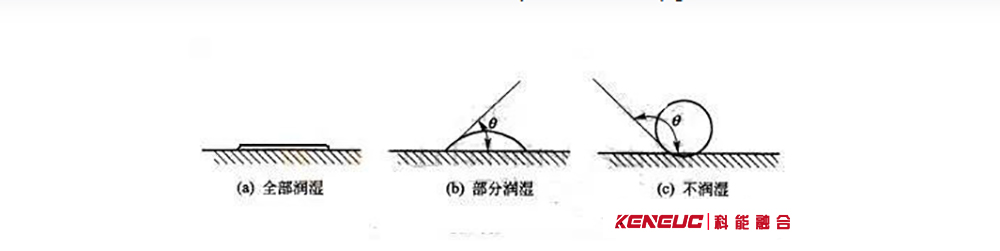
对某一液体而言,表面张力越小,当液体在界面铺展时克服这个力做功越少,则润湿效果越好。
表面张力,是液体表面层由于分子引力不均衡而产生的沿表面作用于任一界线上的张力。
毛细现象:当液体润湿毛细管或含有细微缝隙的物体,液体沿毛细缝隙流动的现象。
如果液体能润湿毛细管,则液体在细管上升,管子的内径越小,它里面上升的水面也越高 。例如水在玻璃毛细管内,液面是上升的,相当于水渗入毛细管内。
如果液体不能润湿毛细管,则液体在细管降低。例如水银(Hg)在玻璃毛细管内,液面是下降的。
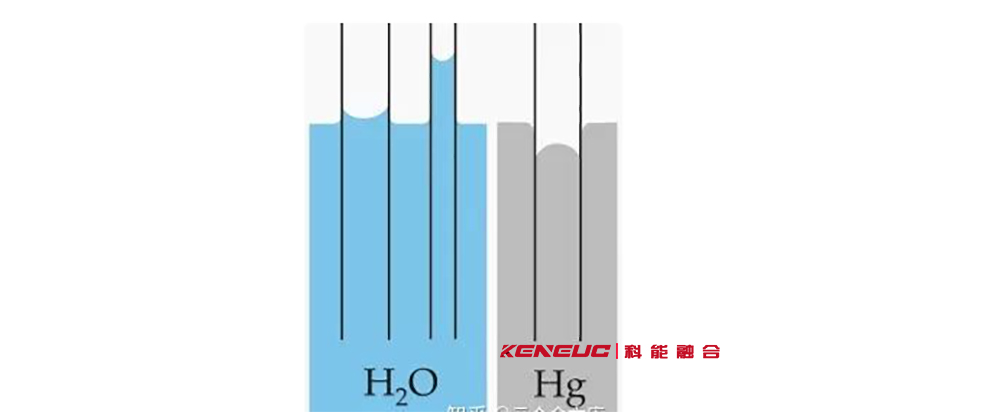
(图片来源于维基百科)
渗透检测基本原理:由于毛细现象的作用,当人们将溶有荧光染料或着色染料的渗透剂施加于试件表面时,渗透剂就会渗入到各类开口于表面的细小缺陷中(细小的开口缺陷相当于毛细管,渗透剂渗入细小开口缺陷相当于润湿现象),然后清除依附在试件表面上多余的渗透剂,经干燥后再施加显像剂,缺陷中的渗透剂在毛细现象的作用下重新吸附到试件的表面上,形成放大的缺陷显示。用目视检测即可观察出缺陷的形状、大小及分布情况。
三、渗透检测特点
1、适用范围
渗透检测可以应用于各种金属、非金属、磁性及非磁性材料工件的表面开口缺陷的检测。除了多孔性的材料无法或难以检测外,几乎所有材料的表面开口缺陷都可以使用此方法,获得令人满意的检测结果。2、渗透检测优点
(a)不受被检工件磁性、形状、大小、组织结构、化学成分及缺陷方位的限制,一次操作能检查出各个方向的缺陷。(b)操作简便,设备简单。
(c)缺陷显示直观,灵敏度高。
3、渗透检测局限
(a)只能检测出材料的表面开口缺陷,对于埋藏在材料内部的缺陷,渗透检测就无能为力了。必须指出,由于多孔性材料的缺陷图像显示难以判断,所以渗透检测并不适合多孔性材料表面缺陷。(b)渗透剂成分对被检工件具有一定腐蚀性,必须严格控制硫、钠等微量元素的存在。
(c)渗透剂所用的有机溶剂具有挥发性,工业染料对人体有毒性,必须注意吸入防护。
四、涡流检测(ET)的原理和特点
涡流检测(Eddy CurrentTesting),业内人士简称ET,在工业无损检测(Nondestructive Testing)领域中具有重要的地位,在航空航天、冶金、机械、电力、化工、核能等领域中发挥着越来越重要的作用。涡流检测主要的应用是检测导电金属材料表面及近表面的宏观几何缺陷和涂层测厚。
按照不同特征,可将涡流检测分为多种不同的方法:
(1)按检测线圈的形式分类:
a)外穿式:将被检试样放在线圈内进行检测,适用于管、棒、线材的外壁缺陷。b)内穿式:放在管子内部进行检测,专门用来检查厚壁管子内壁或钻孔内壁的缺陷。
c)探头式:放置在试样表面进行检测,不仅适用于形状简单的板材、棒材及大直径管材的表面扫查检测,也适用于形状福州的机械零件的检测。
(2)按检测线圈的结构分类:
a)绝对方式:线圈由一只线圈组成。b)差动方式:由两只反相连接的线圈组成。
c)自比较方式:多个线圈绕在一个骨架上。
d)标准比较方式:绕在两个骨架上,其中一个线圈中放入已经样品,另一个用来进行实际检测。
(3)按检测线圈的电气连接分类:
a)自感方式:检测线圈使用一个绕组,既起激励作用又起检测作用。b)互感方式:激励绕组和检测绕组分开。
c)参数型式:线圈本身是电路的一个组成部分。