1. 1.火焰切割:
利用气体火焰的热能将工件切割处预热到燃烧温度后,喷出高速切割氧流,使其燃烧并放出热量实施切割的方法。
b)缺点:一般用于低碳钢切割,不能切割高碳钢、不锈钢、铸铁等,热影响区大、厚板变形严重、操作难度大。
2. 2.等离子切割:
采用气体放电,形成等离子弧的热能实现切割的方法。电弧和材料燃烧时产生热量使材料能通过切割氧进行连续燃烧并被切割氧排出,形成切口。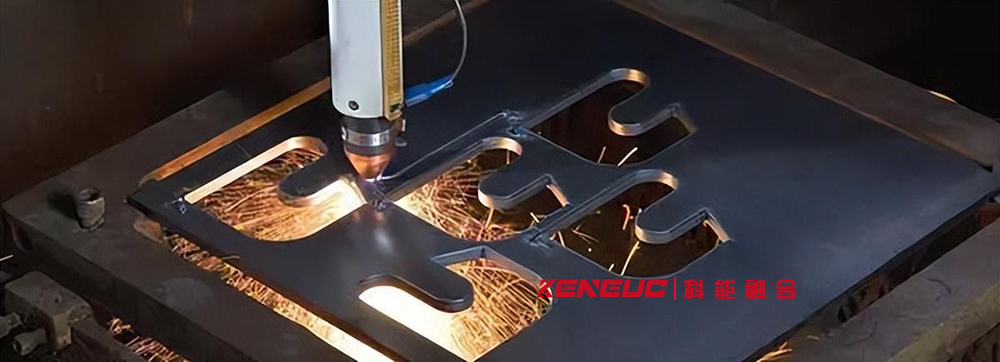
b)缺点:切口宽,热影响区较大(0.25mm左右),较明显的工件变形,切割呈现较严重的波折状,污染较大。
3. 3.激光切割:
采用高功率密度激光束流局部加热,使材料受热部位蒸发实现切割的工艺方法。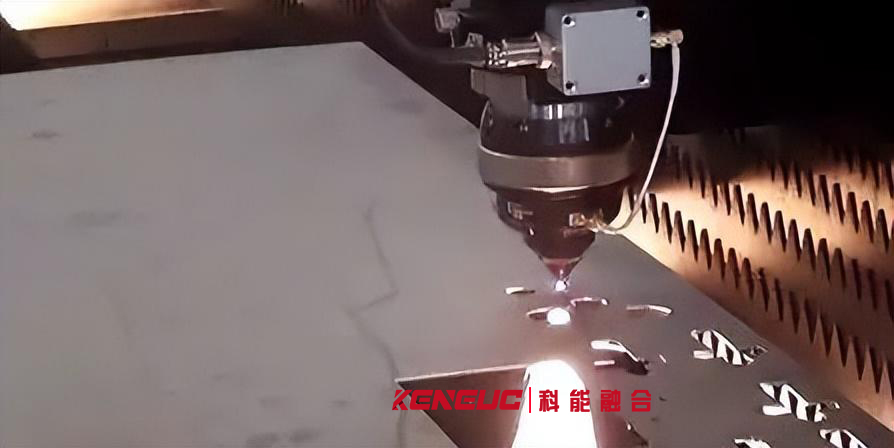
b)缺点:装备成本高,适合薄板切割,厚板切割效率明显下降。
4. 4.高压水切割:
利用高压水速实现切割的工艺方法。
b)缺点:成本高,效率低(厚度100mm以内速度150~300mm/min),只适合于平面切割,不适用于三维切割。
5. 5.线切割:
电火花线切割简称线切割。电火花加工主要是利用具有特定几何形状的放电电极在金属(导电)部件上烧灼出电极的几何形状。
b)缺点:只能切割导电材料,切割速度慢。
声明:优质内容贵在与大家共享,部分文章来源于网络,如有侵权请告知,我们会在第一时间处理。合作交流请加微信